|
Produktdetails:
|
| Frequenz: | 35KHz | Anwendung: | Dichtung oder Schneidemaschine |
|---|---|---|---|
| Energie: | 800W | Komponenten: | Ultraschallwandler, Generator und Rad |
| Frequenzabstimmungs-Methode: | Selbstabstimmen | Energie, die Methode justiert: | 30%-99% |
| Hervorheben: | Ultraschall Nähmaschine,Ultraschalldichtungsausrüstung |
||
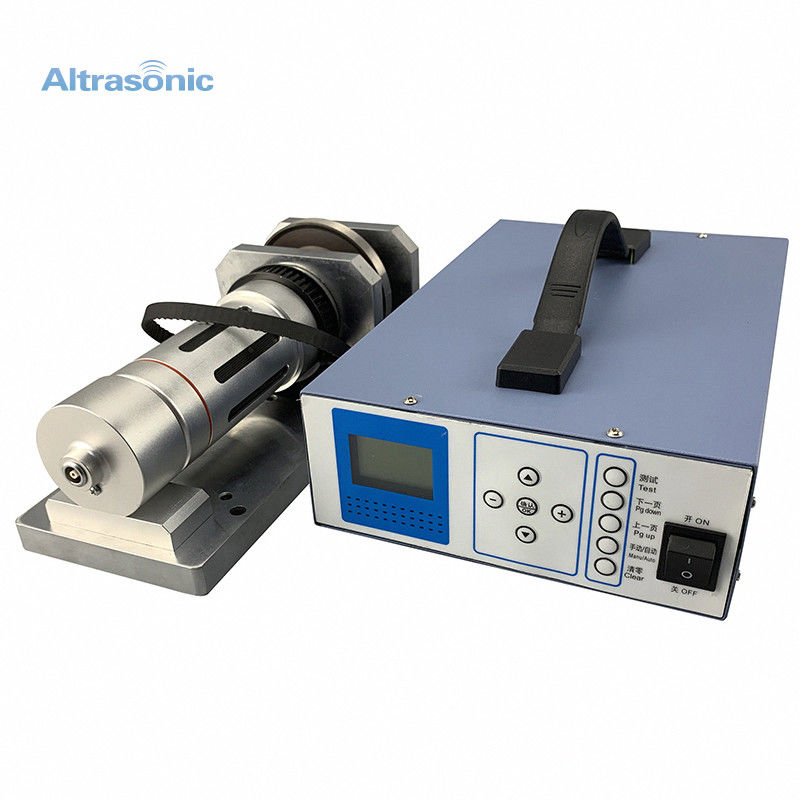
versiegelnde Kern-Ultraschallanteile 35kHz 800W an nahtloser Ultraschallnähmaschine
Beschreibung:
Die nähenden Ultraschallbewegungen können für Unterwäsche nähend in der Textilindustrie benutzt werden. Nähende Ausrüstung der nahtlosen mit Ultraschallunterwäsche, alias nahtlose Unterwäschespitzemaschine. Hauptsächlich durch das Prinzip der Kraft und mit Ultraschall, wird drückt die Ultraschalltechnologie erfolgreich an den Unterwäscheprodukten, durch die spezielle Blume zum Rand der Unterwäsche für Spitzezutat angewendet, verschiedene Arten von dunklen Linien, oder drückt verschiedene Blumenlöcher, und kann auf dem Rand sein, oder verschiedene regelmäßige Blume-förmige Löcher werden für schmelzende Randbehandlung benutzt. Der Effekt des Schmelzeausschnitts ist weich, kein Drahtausschnitt, kein Bruch, kein Schaden, keine Grate, kein Schaden der ursprünglichen Eigenschaften von Unterwäschematerialien, keine Anregung zur Haut, Umweltschutz und menschliche die Gesundheit, keine der Effekt der Unterdrückung. Die Form der Spitzes ist willkürlich variabel, damit das umgebende glatt und elastisch ist, das die inneren Gefühle und das externe Temperament von Frauen genau ausdrücken kann. Sie zeigt das kurzzeitigewige, das bescheidene subtile, die innere Eleganz und die schallende Atmosphäre, bequem und sexy. Mehr Sorgfalt, stellt völlig das grundlegende Konzept des Entwurfes von Unterwäsche und die grundlegende Art, die durch seine Produkte angezeigt wird dar. Die südliche Wäsche-Spitze-mit Ultraschallmaschine Lijin nahtlose drückt die Eigenschaften der nahtlosen Unterwäsche aus.
Spezifikationen:
| Modell | HS-WS35-S |
| Frequenz | 35 kHz |
| Energie | 800 W |
| Schweißende Horn-Drehbreite | 12 Millimeter |
| Energie justieren Methode | Datei oder ununterbrochenes |
| Die Hörner tauchen Härte auf | Mehr als HRC56 |
| Realzeitanzeige | Arbeitsfrequenz und Arbeitsstrom |
| Synchronisieren von Rad-Spezifikationen | 46XL trapezoider Zahn, Width16mm |
| Den Gurt synchronisieren zusammengebracht | Die Länge ist nicht mehr than730mm, die Breite 12mm |
| Zulässige Umdrehungsgeschwindigkeit | 100 r/min. |
| Installieren Sie Bolzen | M8, 4 PC |
Prinzip:
Mit Ultraschalldichtung wird die Hitze, die für das Schmelzen erfordert wird, nur innerhalb der thermoplastischen versiegelnden Schicht erzeugt. Für lokalisierte Umwandlung von Erschütterungen zur Reibungshitze, sind der Amboss oder die sonotrode Profile größtenteils linear. Diese Profile stellen die Fokussierung der Energieaufnahme und deshalb der kurzen versiegelnden Zeiten zwischen 100 und 200 Millisekunden sicher. Mit versiegelnder Ultraschallhitze wird am Innere des Filmes, nicht durch Hitzeinput von der Außenseite wie es der Fall ist bei Heißsiegelfähigkeit, zum Beispiel erzeugt. Die Werkzeuge (sonotrode und Amboss) das in direkten Kontakt mit dem Verpackungsmaterial kommen, bleiben während des gesamten Schweißungsprozesses kalt. Die Stützschicht bleibt fast kalt und nach Beendigung der Energieaufnahme, zerstreut die Hitze schnelleres zur Außenseite wegen der Temperaturdifferenz zwischen der Stützschicht und der versiegelnden Schicht, damit der Heißreißnagelwiderstand erheblich höher ist-.
![]()
![]()
![]()
Ansprechpartner: Ms. Hogo Lv
Telefon: 0086-15158107730
Faxen: 86-571-88635972